



好丽友上海工厂开放日曝光:10万㎡年产40亿,数智化+绿色双buff筑牢品质防线
新用户-5657
124
2025-11-12
零食巨头硬核“晒肌肉”!10月30日,好丽友上海工厂举办“品质筑基,绿创未来”主题开放日,多家知名媒体走进这座占地超10万平方米、年产能近40亿的现代化工厂,沉浸式解锁数智化品质管理的硬核逻辑与亲环境经营的绿色密码。作为扎根中国三十年的国民品牌,好丽友此次开放日毫不藏私,从全自动生产线到全链路品控体系,从全球原料甄选到绿色生产实践,全方位展现“好丽友,好朋友”理念下的企业内核,让在场嘉宾直呼“刷新对零食工厂的认知”。这场开放日不仅是一次生产透明化的展示,更揭开了好丽友稳居行业头部的核心秘密。
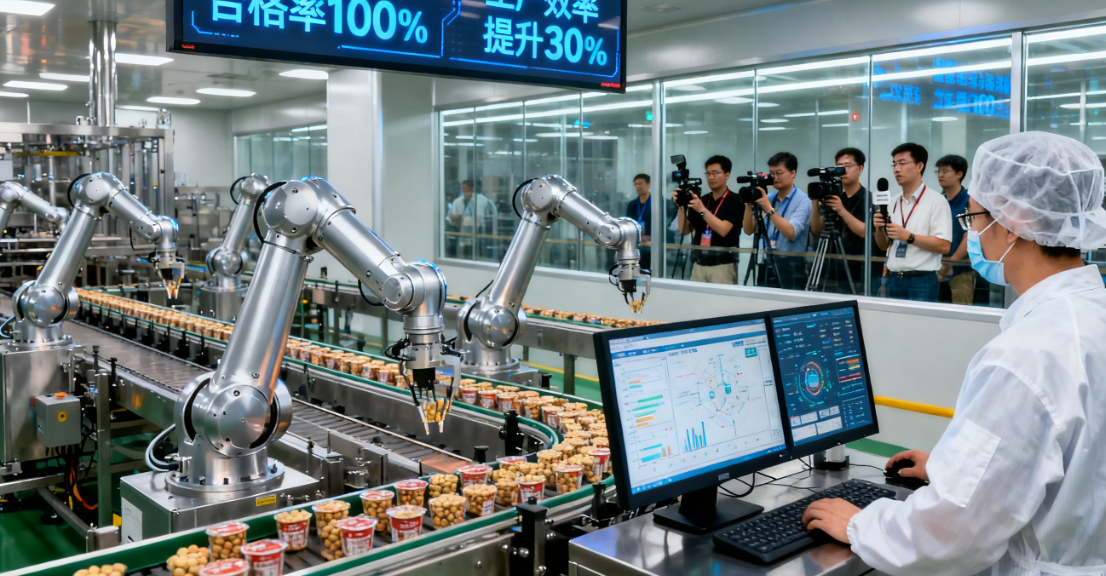
踏入生产车间,近二十条全自动生产线瞬间抓住所有人的目光——从原料精准配料、产品立体成型,到烘焙精准控温、无菌真空包装,再到智能机械臂码垛、AGV机器人自动入库,全程几乎不见人工干预,机械臂以毫米级精度完成操作,传送带按秒级节奏高效流转,好丽友派、好多鱼、呀!土豆、薯愿、浪里个浪、果滋果心等国民级明星产品源源不断下线。这座建成二十余年的工厂,早已完成从“自动化”到“数智化”的深度迭代,每一条生产线的运转数据实时同步至中央控制系统,烘烤温度、搅拌转速、包装密封度等关键参数一旦出现细微偏差,系统会立即报警并自动调整,这种“全流程无人化+实时动态监控”的模式,不仅将年产能稳定在近40亿的高位,更从源头规避了人为干预带来的品质波动风险。
比自动化生产线更令人震撼的,是隐藏其下的数智化品质管理“王牌”——全面质量管理体系(TQM)。据品质安全高级经理袁永利现场介绍,这套体系历经多年打磨,已实现从原料采购到终端市场的全链路闭环管控:前端通过消费者反馈系统精准锁定核心需求,明确产品口感、风味、保质期等关键品质特性;中端制定动态监控标准,为每一批产品建立专属“数字化品质档案”,原料来源、生产批次、检测数据、流通路径等信息一键可查;后端通过智能算法分析历史数据,精准定位不同工厂、不同批次的产品差异,为工艺优化提供数据支撑。现场展示的系统界面清晰显示,某批次好丽友派的烘烤温度波动控制在±0.5℃内,包装密封合格率达100%,这种“全程可追溯、风险可预防、品质可优化”的管控模式,筑牢了食品安全的第一道防线。
数智化管控之外,好丽友的品质底气还来自“原料严选+国际认证”的双重加持。核心原料坚持“全球甄选+本土深耕”:面粉选用优质进口原麦,委托国内头部企业定制加工并全程恒温储运,确保口感稳定;奶粉甄选法国、新西兰等全球黄金奶源带产品,兼顾安全与风味;为把控薯片品质,2006年进军薯片领域后便向上游延伸产业链,在内蒙古、广东等地建立专属土豆农场,2024年沈北新区雪花全粉生产基地投产,使其成为国内少数拥有专属土豆农场并实现马铃薯全产业链布局的国际零食品牌。认证方面,工厂引入AIB(美国烘焙协会)及FSSC 22000等国际顶尖食品安全管理体系,更创下行业纪录——AIB年度审查中,好丽友国内四家工厂从全球600多家工厂中跻身前六,上海工厂以985分(满分1000分)位列第三,凭借这份硬核实力,品牌已连续三次斩获年度中国食品健康七星奖。
品质与绿色并行,是好丽友上海工厂的另一张“王牌”。作为国家级绿色工厂,这里的环保实践已深度融入生产全流程:厂区实现光伏发电全覆盖,每年通过清洁电力满足近10%的生产用电需求;去年升级的厌氧污水处理系统,利用微生物代谢原理高效分解有机物,不仅使污水处理能力提升30%,每年更减少碳排放约500吨,处理产生的沼气还能转化为生产用蒸汽,每年节约燃气超16万立方米;正在推进的“储能电站”项目,通过削峰填谷实现能耗成本降低15%,同时缓解电网负荷压力。一系列实打实的举措让工厂斩获2024年度上海市节水型企业、节能减排先进集体等荣誉,更因深度参与“无废城市”建设,被认定为2024年度“无废细胞”,真正实现了“美味与绿色同行”的经营目标。

从1995年扎根中国到如今三十年深耕,好丽友始终将“品质是安身立命之本”刻入品牌基因。此次开放日,上海工厂用10万平方米的生产规模、近40亿的年产能、全链路数智化管控、全产业链原料布局以及硬核的绿色成果,向市场证明了零食巨头的实力。工厂长陈丽华在开放日现场表示:“从自动化到数智化,从规模扩张到品质升级,上海工厂的迭代正是好丽友扎根中国的缩影。”未来,随着智能制造的持续升级、绿色生产技术的不断创新以及全产业链的协同发力,这家陪伴了中国人三十年的品牌,必将在安全、健康、美味的赛道上持续领跑,让“好丽友,好朋友”的理念传递得更远。而此次开放日展现的“数智化品控+绿色生产”模式,也为食品行业树立了可借鉴的发展样本。
本内容为作者独立观点,不代表本站立场。未经允许不得转载,授权事宜请联系chaokuaixiao@163.com
如对本稿件有异议或投诉,请联系chaokuaixiao@163.com









赞赏一下
你的鼓励将是我创作的最大动力
¥5
¥10
¥20
¥50
其他金额 ¥
赞赏一下
{{ formatDate(comment.created_at) }}
赞({{ comment.praise }})
踩({{ comment.tread }})